>> P.13
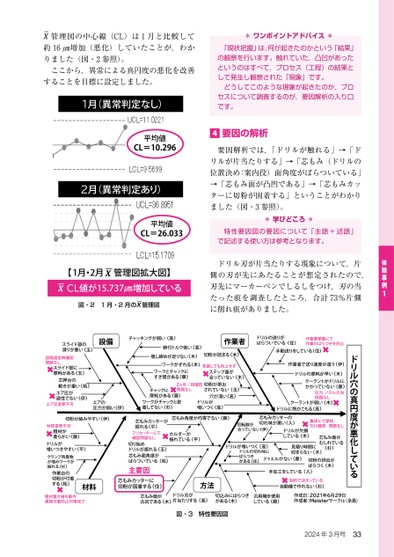
管理図の中心線(CL)は1月と比較して約16㎛増加(悪化)していたことが,わかりました(図・2参照)。ここから,異常による真円度の悪化を改善することを目標に設定しました。月(異常判定なし)*ワンポイントアドバイス*「現状把握」は,何が起きたのかという「結果」の観察を行います。触れていた,凸凹があったというのはすべて,プロセス(工程)の結果として発生し観察された「現象」です。どうしてこのような現象が起きたのか,プロセスについて調査するのが,要因解析の入り口です。平均値CL=10.296月(異常判定あり)平均値CL=26.033要因の解析要因解析では,「ドリルが触れる」→「ドリルが片当たりする」→「芯もみ(ドリルの位置決め:案内役)面角度がばらついている」→「芯もみ面が凸凹である」→「芯もみカッターに切粉が固着する」ということがわかりました(図・3参照)。*学びどころ*特性要因図の要因について「主語+述語」で記述する使い方は参考となります。体験事例1ドリル刃が片当たりする現象について,片側の刃が先にあたることが想定されたので,刃先にマーカーペンでしるしをつけ,刃の当たった痕を調査したところ,合計73%片側に削れ痕がありました。【1月・2月管理図拡大図】値が15.737㎛増加している図・21月・2月の管理図ドリル穴の真円度が悪化している作業者で送り速度が違うドリルの摩耗が早い伊木クーラントがドリルに藤かかっていない圧力,ノズル方向問題なし木クーラントが弱いドリルに熱がこもる高芯もみカッターの切れ味が悪い入回転数が合っていない伊ドリルが欠損木している集研にて摩耗,欠け確認問題なし芯もみ面がむしれている杉見積り時間に収まらない木ドリルがいつく高ドリルの切れ味にばらつきがある住ドゥエルがない藤手加工をしている切粉の排出がばらつく入木制約で決まっている杉自動機で作れない作業者切粉が詰まる木ドリルの送りがばらついている住作業要領書にて作業のばらつきを防止手動送りをしている住スライド部の滑りが悪い玉設備設備選定時確認問題なし玉スライド部に摩耗がある芯押台の動きが重いエア圧が適性でないエア圧変更不可柘伊エアの圧力が弱い伊切粉が絡みやすい伊平材質変更不可粗材が柔らかい藤ドリルがいつきやすいクランプ時異物が噛みワークが振れる杉作業台の切粉が付着する柘粗材置き場を製作異物付着防止対策完了材料チャッキングが弱い高締付トルク低い高増し締めが足りない木ワークがずれるワークとチャックに藤すき間がある木ヵ月/回確認問題なしチャックに摩耗がある藤ワークがチャックと密着してない杉見直しても向上せずステップ量が合っていない切粉が排出されていない穴が深い玉高木ドリルがいつく高芯もみ角度が均等でない藤ホルダーが振れている平芯もみカッターが振れる平プリセッターにて確認問題なし切り始めドリルが振れる芯もみ面角度がばらついている玉柘主要因芯もみカッターに切粉が固着する住芯もみ面が凸凹である方法高ドリル刃が片当たりする木切込みにばらつきがある木汎用機を使用している藤作成日:作成者:年日月サークル(全員)2024年3月号33図・3特性要因図
 | <
| <  |
|  >>
>>