>> P.13
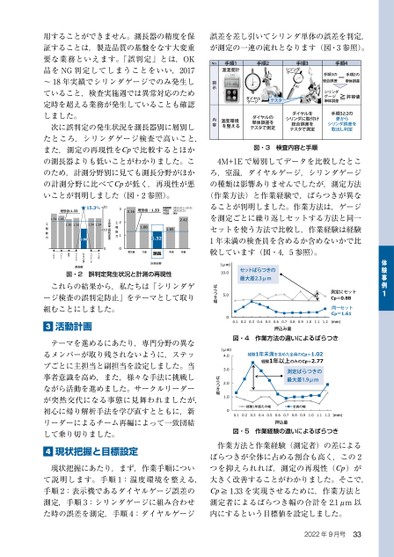
誤差を差し引いてシリンダ単体の誤差を判定,が測定の一連の流れとなります(図・3参照)。手順4手順3の総合誤差ー手順2の単体誤差シリンダゲージ単体誤差≧許容値手順3と2の差からシリンダ誤差を取出し判定手順1温湿度計手順2手順3シリンダゲージダイヤルをシリンダに取付け総合誤差をテスタで測定ダイヤルゲージテスタダイヤルの単体誤差をテスタで測定温度環境を整える内容図示図・3検査内容と手順4M+1Eで層別してデータを比較したところ,室温,ダイヤルゲージ,シリンダゲージの種類は影響ありませんでしたが,測定方法(作業方法)と作業経験で,ばらつきが異なることが判明しました。作業方法は,ゲージを測定ごとに繰り返しセットする方法と同一セットを使う方法で比較し,作業経験は経験1年未満の検査員を含めるか含めないかで比較しています(図・4,5参照)。体験事例1測定にセット=同一セット=(mm)セットばらつきの最大差2.3μm押込み量図・4作業方法の違いによるばらつき(μm)経験年未満を含めた全員の年以上のみの経験==測定ばらつきの最大差1.9μm経験年超えの幅全員の幅押込量図・5作業経験の違いによるばらつき(mm)作業方法と作業経験(測定者)の差によるばらつきが全体に占める割合も高く,この2つを抑えられれば,測定の再現性()が大きく改善することがわかりました。そこで,≧1.33を実現させるために,作業方法と測定者によるばらつき幅の合計を2.1µm以内にするという目標値を設定しました。2022年9月号33用することができません。測長器の精度を保証することは,製造品質の基盤をなす大変重要な業務といえます。「誤判定」とは,OK品をNG判定してしまうことをいい,2017〜18年実績でシリンダゲージでのみ発生していること,検査実施週では異常対応のため定時を超える業務が発生していることも確認しました。次に誤判定の発生状況を測長器別に層別したところ,シリンダゲージ検査で高いこと,で比較するとほかまた,測定の再現性をの測長器よりも低いことがわかりました。このため,計測分野別に見ても測長分野がほかが低く,再現性が悪の計測分野に比べていことが判明しました(図・2参照)。★%理想値理想値:電気量力量角度質量計測分野(μm)工程能力不良率(誤判定率)工程能力★テコ式★ハイケータシリンダ★マイクロ測長器★直尺★ハイト★ノギスばらつき幅ばらつき幅図・2誤判定発生状況と計測の再現性これらの結果から,私たちは「シリンダゲージ検査の誤判定防止」をテーマとして取り組むことにしました。活動計画テーマを進めるにあたり,専門分野の異なるメンバーが取り残されないように,ステップごとに主担当と副担当を設定しました。当事者意識を高め,また,様々な手法に挑戦しながら活動を進めました。サークルリーダーが突然交代になる事態に見舞われましたが,初心に帰り解析手法を学び直すとともに,新リーダーによるチーム再編によって一致団結して乗り切りました。現状把握と目標設定現状把握にあたり,まず,作業手順について説明します。手順1:温度環境を整える,手順2:表示機であるダイヤルゲージ誤差の測定,手順3:シリンダゲージに組み合わせた時の誤差を測定,手順4:ダイヤルゲージ
 | <
| <  |
|  >>
>>