>> P.13
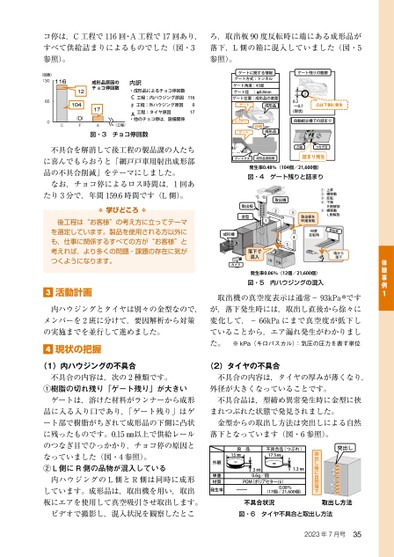
ゲートに関する情報ゲート方式:トンネルゲート角度:45度ゲート径:ゲート位置:成形品の底面成形品0.8mmゲートランナーゲート詳細成形品ゲート残りの観察0.3〜0.7(現状)凸は下側に発生自動組立機での詰まり体験事例145°ゲートグチ成形品底面側凸部つなぎ目詰まり発生発生率0.48%(104個/21,600個)図・4ゲート残りと詰まり取出機2取出板金型1成形機落下で混入カメラ534取出板を90度反転90度反転時①②③④⑤上昇横移動反転下降R側解放横移動L側解放端から落下発生率0.06%(12個/21,600個)図・5内ハウジングの混入取出機の真空度表示は通常-93kPaですが,落下発生時には,取出し直後から徐々に変化して,-66kPaにまで真空度が低下していることから,エア漏れ発生がわかりました。※kPa(キロパスカル):気圧の圧力を表す単位(回数)成形品原因のチョコ停回数内訳・成形品によるチョコ停回数CFA工程:内ハウジング原因116工程:外ハウジング原因0工程:タイヤ原因17・他のチョコ停は,設備関係(工程)図・3チョコ停回数不具合を解消して後工程の製品課の人たちに喜んでもらおうと「網戸戸車用射出成形部品の不具合削減」をテーマにしました。なお,チョコ停によるロス時間は,1回あたり3分で,年間159.6時間です(L側)。*学びどころ*後工程は“お客様”の考え方に立ってテーマを選定しています。製品を使用される方以外にも,仕事に関係するすべての方が“お客様”と考えれば,より多くの問題・課題の存在に気がつくようになります。活動計画内ハウジングとタイヤは別々の金型なので,メンバーを2班に分けて,要因解析から対策の実施までを並行して進めました。現状の把握(1)内ハウジングの不具合(2)タイヤの不具合不具合の内容は,次の2種類です。不具合の内容は,タイヤの厚みが薄くなり,コ停は,C工程で116回・A工程で17回あり,すべて供給詰まりによるものでした(図・3参照)。ろ,取出板90度反転時に端にある成形品が落下,L側の箱に混入していました(図・5参照)。外径が大きくなっていることです。不具合品は,型締め異常発生時に金型に挟まれつぶれた状態で発見されました。金型からの取出し方法は突出しによる自然落下となっています(図・6参照)。突出し突出し後に自然落下品良㎜15つ(不具合品17.5㎜ぶれ)1.3㎜㎜30.6g/個POM(ポリアセタール)0.08%(17個/21,600個)外観単重材質発生率不具合状況取出し方法図・6タイヤ不具合と取出し方法2023年7月号35①樹脂の切れ残り「ゲート残り」が大きいゲートは,溶けた材料がランナーから成形品に入る入り口であり,「ゲート残り」はゲート部で樹脂がちぎれて成形品の下側に凸状に残ったものです。0.15㎜以上で供給レールのつなぎ目でひっかかり,チョコ停の原因となっていました(図・4参照)。②L側にR側の品物が混入している内ハウジングのL側とR側は同時に成形しています。成形品は,取出機を用い,取出板にエアを使用して真空吸引させ取出します。ビデオで撮影し,混入状況を観察したとこ
 | <
| <  |
|  >>
>>